ເຄື່ອງເຈາະຮູຂຸມຂົນທີ່ຫນັກແຫນ້ນທີ່ດີທີ່ມີເຄື່ອງມືເຈາະ
ລາຍລະອຽດຜະລິດຕະພັນ
ເຄື່ອງ T2180 ສ່ວນໃຫຍ່ແມ່ນສໍາລັບການປຸງແຕ່ງຊິ້ນສ່ວນກະບອກທໍ່ຫນັກ, ເຊັ່ນ: ເຈາະ, ເຈາະ, ຂະຫຍາຍ, roller burnishing ແລະ trepanning, ແລະອື່ນໆ workpiece ໄດ້ຖືກເກັບຮັກສາໄວ້ຊ້າໆ rotating, ເຄື່ອງມືແມ່ນ rotary ຢ່າງໄວວາໃນຂະນະທີ່ໃຫ້ອາຫານ.ນອກເຫນືອໄປຈາກການ machining ຜ່ານຂຸມ, ມັນຍັງສາມາດປຸງແຕ່ງຂຸມຂັ້ນຕອນແລະຂຸມຕາບອດ.ເຄື່ອງນີ້ຖືກນໍາໃຊ້ໃນຂອບເຂດກ້ວາງ, ປະເພດຂະບວນການສາມາດເລືອກໄດ້ໂດຍອີງໃສ່ຄວາມຕ້ອງການຕົວຈິງ.
ເມື່ອເຈາະ, ເຄື່ອງຈັກຮັບຮອງເອົາປະເພດການຖອດຊິບພາຍໃນ BTA, ເຄື່ອງປ້ອນນ້ໍາມັນສະຫນອງຂອງແຫຼວຕັດເພື່ອເອົາຊິບອອກຈາກປາຍຂອງແຖບເຈາະ.ໃນເວລາທີ່ການຍູ້ເຈາະ, ແຫຼວຕັດໄປຮອດພື້ນທີ່ຕັດຜ່ານຂຸມຂະຫນາດນ້ອຍຂອງເຄື່ອງປ້ອນນ້ໍາມັນຫຼືຂຸມໃຫຍ່ຢູ່ໃນຕອນທ້າຍຂອງແຖບເຈາະ.
chip ແມ່ນ flushed ອອກ headstock ທ້າຍ.ໃນເວລາທີ່ trepanning, ເຄື່ອງມືພິເສດ, ແຖບເຄື່ອງມືແລະອຸປະກອນ clamping ຄວນໄດ້ຮັບການຕິດຕັ້ງ, ຊິບແມ່ນ discharged ໂດຍປະເພດການໂຍກຍ້າຍພາຍນອກ.
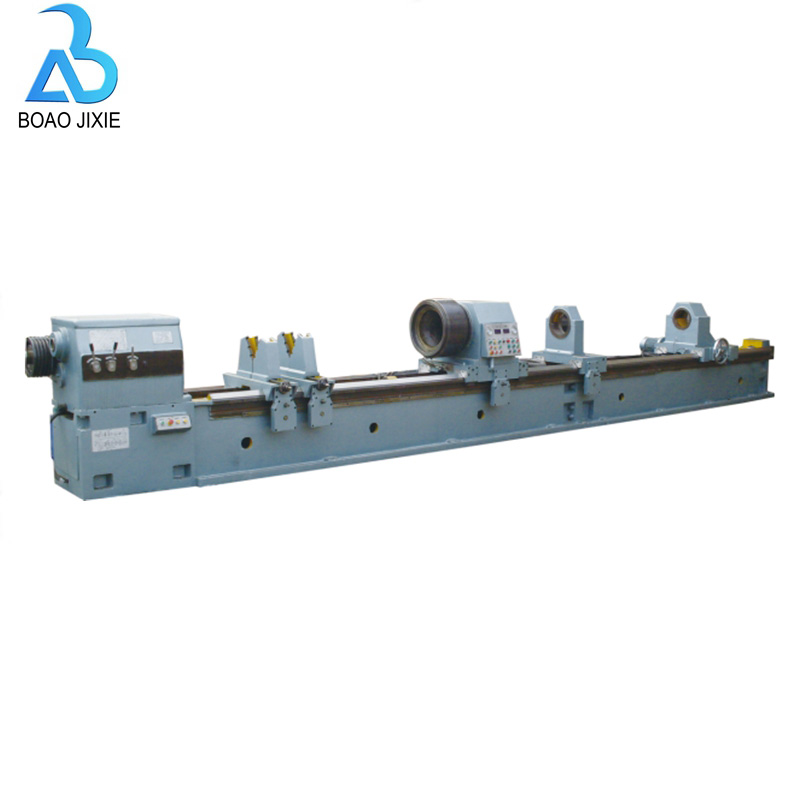
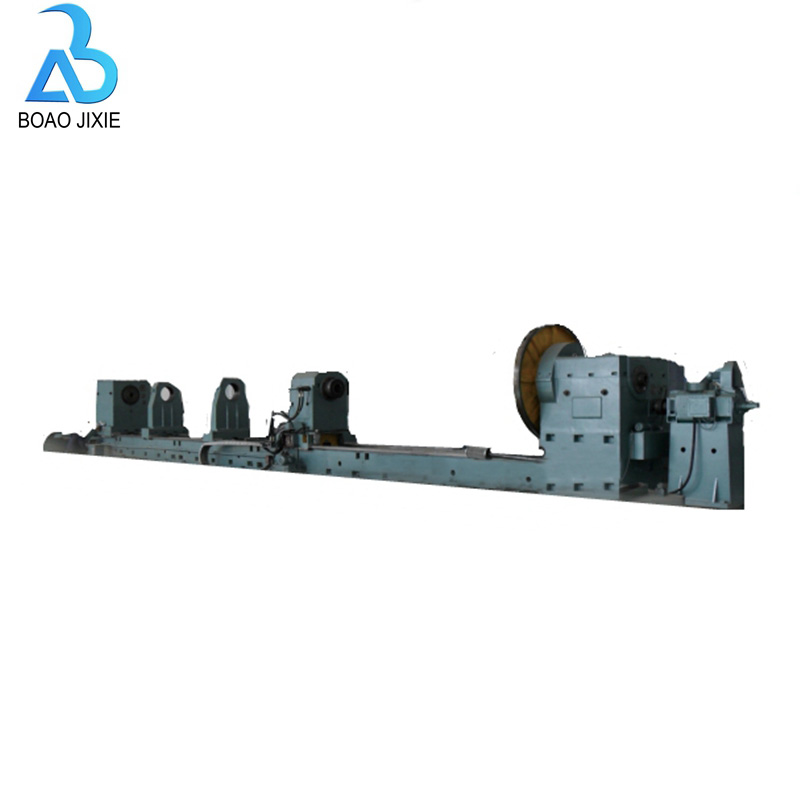
ເຄື່ອງນີ້ແມ່ນປະກອບດ້ວຍກ່ອງເຈາະ, ເຊິ່ງບັນລຸການຫມຸນສອງເທົ່າຂອງ workpiece ແລະເຄື່ອງມື, ການປະຕິບັດດຽວຍັງມີຢູ່ໂດຍອີງໃສ່ຄວາມຕ້ອງການຕົວຈິງ.ໃນເວລາທີ່ workpiece ຕ້ອງການຄວາມໄວ rotary ຕ່ໍາ, ປະສິດທິພາບຂະບວນການແລະຄຸນນະພາບສາມາດຫມັ້ນໃຈໄດ້.
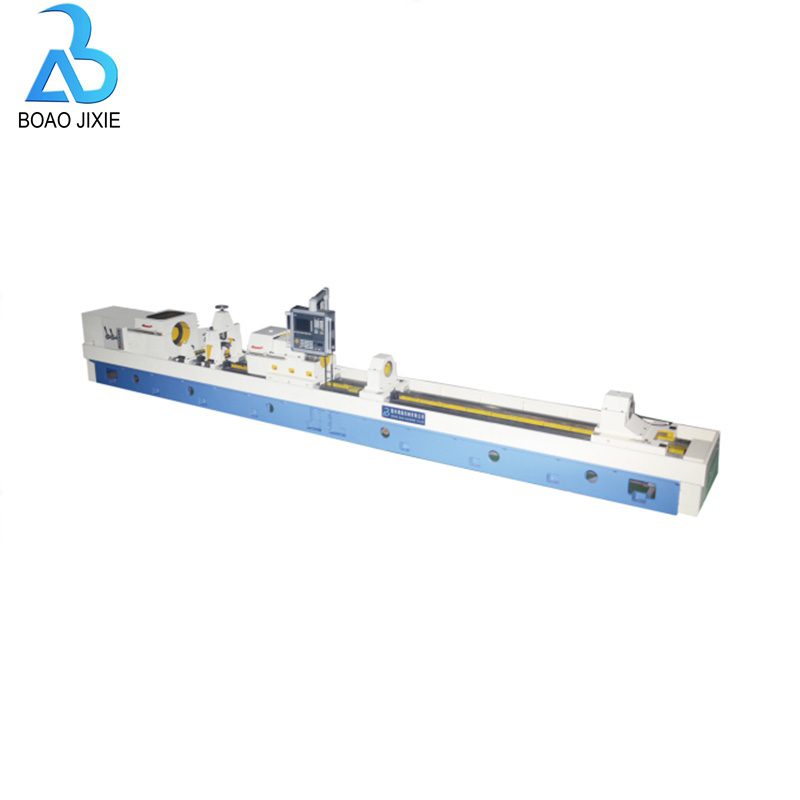
headstock ຮັບຮອງເອົາ chuck ສີ່ຄາງກະໄຕທີ່ຫນັກແຫນ້ນເພື່ອ lock ຊິ້ນວຽກ, ການພັກຜ່ອນທີ່ສະຫມໍ່າສະເຫມີແມ່ນສໍາລັບການສະຫນັບສະຫນູນແລະ feeder ນ້ໍາມັນແມ່ນສໍາລັບການ clamping ໂດຍຄວາມກົດດັນບົບໄຮໂດຼລິກ.ເຄື່ອງປ້ອນນ້ໍາມັນຮັບຮອງເອົາໂຄງສ້າງແກນຫຼັກທີ່ປັບປຸງຄວາມສາມາດໃນການໂຫຼດແລະຄວາມຖືກຕ້ອງຂອງການຫມຸນ.ຮ່າງກາຍຂອງຕຽງນອນມີຄວາມເຂັ້ມແຂງທີ່ດີເລີດ, ຄວາມທົນທານຕໍ່ການສວມໃສ່ທີ່ດີແລະຄວາມແມ່ນຍໍາສູງຄວາມສາມາດເກັບຮັກສາໄວ້.ການໃຫ້ອາຫານເຄື່ອງມືຮັບຮອງເອົາ AC servo motor ເພື່ອຮັບຮູ້ກົດລະບຽບຄວາມໄວ stepless.headstock ໃຊ້ມໍເຕີ DC ທີ່ມີລະບຽບຄວາມໄວ stepless.ກ່ອງເຈາະແມ່ນຂັບເຄື່ອນດ້ວຍມໍເຕີພະລັງງານຂະຫນາດໃຫຍ່, ຄວບຄຸມຄວາມໄວໂດຍການປ່ຽນເກຍ.
ລະບົບໄຮໂດຼລິກມີການຄວບຄຸມທີ່ຖືກຕ້ອງໃນເວລາທີ່ຍຶດແລະສ້ອມແຊມ workpiece, ເຊິ່ງມີຄວາມຫມັ້ນຄົງແລະຄວາມແມ່ນຍໍາສູງ.ຕົວກໍານົດການການດໍາເນີນງານທັງຫມົດແມ່ນສະແດງໃຫ້ເຫັນໂດຍການສະແດງແມັດ, ການຍຶດ workpiece ແລະການດໍາເນີນງານແມ່ນມີຄວາມປອດໄພຫຼາຍ, ຢ່າງວ່ອງໄວແລະຫມັ້ນຄົງ.ເຄື່ອງຮັບຮອງເອົາການຄວບຄຸມ PLC ທີ່ມີການໂຕ້ຕອບຂອງມະນຸດ - ເຄື່ອງ, ມັນງ່າຍທີ່ຈະດໍາເນີນການ.
ຂໍ້ມູນຈໍາເພາະ
| NO | ລາຍການ | ລາຍລະອຽດ | |
| 1 | ຕົວແບບ | T2280 | T2180 |
| 2 | ໄລຍະເສັ້ນຜ່າສູນກາງການເຈາະ |
| Φ60mm-Φ150mm |
| 3 | ຊ່ວງເສັ້ນຜ່າສູນກາງໜ້າເບື່ອສູງສຸດ | Φ800ມມ | Φ800ມມ |
| 4 | ລະດັບຄວາມເລິກທີ່ຫນ້າເບື່ອ | 1000-15000ມມ | 1000-15000ມມ |
| 5 | ໄລຍະເສັ້ນຜ່າສູນກາງຂອງ clamping workpiece | 320-1250mm | 320-1250mm |
| 6 | ຄວາມສູງສູນກາງ spindle ເຄື່ອງ | 1000 ມມ | 1000 ມມ |
| 7 | ລະດັບຄວາມໄວຂອງການຫມຸນຂອງ spindle headstock | 3-120r/ນາທີ | 3-120r/ນາທີ |
| 8 | ເສັ້ນຜ່າສູນກາງຂອງຂຸມ spindle | 1-225r/ນາທີ | 1-225r/ນາທີ |
| 9 | Spindle Front taper ເສັ້ນຜ່າສູນກາງຂຸມ | Φ130ມມ | Φ130ມມ |
| 10 | ພະລັງງານມໍເຕີ headstock | 140# | 140# |
| 11 | ພະລັງງານມໍເຕີກ່ອງເຈາະ |
| 30KW |
| 12 | ປ່ອງເຈາະ spindle ເສັ້ນຜ່າສູນກາງຂຸມ |
| 130 ມມ |
| 13 | ຮູ taper ດ້ານຫນ້າ dia.ຂອງກ່ອງເຈາະ |
| Φ85ມມ(1:20) |
| 14 | ລະດັບຄວາມໄວຂອງກ່ອງເຈາະ |
| 16-270r/ນາທີ |
| 15 | ຊ່ວງຄວາມໄວການໃຫ້ອາຫານ | 5-2000mm/ນາທີ ( stepless ) | 5-2000mm/ນາທີ ( stepless ) |
| 16 | ການໃຫ້ອາຫານ carriage ຄວາມໄວຢ່າງໄວວາ | 2 ແມັດ/ນທ | 2 ແມັດ/ນທ |
| 17 | ອາຫານພະລັງງານມໍເຕີ | 11KW | 11KW |
| 18 | ການຂົນສົ່ງອາຫານພະລັງງານມໍເຕີຢ່າງໄວວາ | 36 ນ | 36 ນ |
| 19 | ພະລັງງານມໍເຕີປັ໊ມໄຮໂດຼລິກ | N=1.5KW | N=1.5KW |
| 20 | ລະດັບຄວາມກົດດັນການເຮັດວຽກຂອງລະບົບໄຮໂດຼລິກ | 6.3 Mpa | 6.3 Mpa |
| 21 | ເຄື່ອງຈັກສູບລະບາຍຄວາມຮ້ອນ | N=7.5KW(2 ກຸ່ມ )5.5KW(1 ກຸ່ມ) | N=7.5KW(2 ກຸ່ມ )5.5KW(1 ກຸ່ມ) |
| 22 | ລະດັບຄວາມກົດດັນການເຮັດວຽກຂອງລະບົບເຮັດຄວາມເຢັນ | 2.5 Mpa | 2.5 Mpa |
| 23 | ການໄຫຼຂອງລະບົບເຮັດຄວາມເຢັນ | 300,600,900L/ນາທີ | 300,600,900L/ນາທີ |
| 24 | ລະບົບຄວບຄຸມ CNC | Siemens 808 ຫຼື KND | Siemens 808 ຫຼື KND |
ຝາຮູບ