


TGK 10 Deep Hole CNC Skiving & Rolling Machine
ລັກສະນະເຄື່ອງຈັກ
TGK10 series CNC skiving & rolling machine tool adopts the processing of fixed workpiece and rotary feed of tool.ເຄື່ອງມືເຄື່ອງຈັກສາມາດຮັບຮູ້ການປຸງແຕ່ງທີ່ຫນ້າເບື່ອ, ການຂູດແລະການມ້ວນຂອງຮູພາຍໃນຂອງ workpieces, ວິທີການປຸງແຕ່ງແມ່ນງ່າຍດາຍ, ແລະຜະລິດຕະພັນທີ່ປຸງແຕ່ງແມ່ນມີຄວາມແມ່ນຍໍາສູງ.ຂໍ້ໄດ້ປຽບຕົ້ນຕໍຂອງເຄື່ອງມືເຄື່ອງຈັກນີ້ແມ່ນປະສິດທິພາບການປຸງແຕ່ງສູງ, ປະສິດທິພາບທີ່ຫມັ້ນຄົງ, ແລະປະສິດທິພາບແມ່ນ 5 ຫາ 10 ເທົ່າຂອງເຄື່ອງເຈາະຂຸມເລິກແບບດັ້ງເດີມແລະເຄື່ອງຈັກ honing;ລະດັບການຄວບຄຸມອັດສະລິຍະແມ່ນສູງ, ແລະການຄວບຄຸມດິຈິຕອນແລະການຕິດຕາມແຕ່ລະຄໍາສັ່ງປະຕິບັດຂອງເຄື່ອງມືເຄື່ອງຈັກແມ່ນງ່າຍດາຍແລະສະດວກ.ງ່າຍທີ່ຈະປະຕິບັດງານ.

ຕົວກໍານົດການເຄື່ອງຈັກ
| NO | ລາຍການ | ລາຍລະອຽດ |
| 1 | ກຳລັງປະມວນຜົນຊ່ວງເສັ້ນຜ່າສູນກາງພາຍໃນ | Φ35-100ມມ |
| 2 | ຊ່ວງຄວາມເລິກຂອງການປະມວນຜົນ | 1000mm-12000m |
| 3 | ຄວາມກວ້າງຂອງເສັ້ນທາງເຄື່ອງຈັກ | 500 ມມ |
| 4 | ຄວາມສູງຂອງສູນກາງ spindle | 350 ມມ |
| 5 | ຄວາມໄວ spindle, ເກຣດ | 5-1200rpm, 4 ເກຍ, stepless |
| 6 | ມໍເຕີຫຼັກ | 45KW, AC servo motor |
| 7 | ຊ່ວງຄວາມໄວການໃຫ້ອາຫານ | 5-3000mm/ນາທີ ( stepless ) |
| 8 | Carriage ຄວາມໄວການເຄື່ອນຍ້າຍໄວ | 6000mm/ນາທີ |
| 9 | Fixture Clamping Range | Φ40-150ມມ |
| 10 | ມໍເຕີອາຫານ | 40N.m (ມໍເຕີ Siemens AC servo) |
| 11 | ມໍເຕີລະບົບ Coolant | N=7.5kw 11kw 15kw |
| 13 | ລະດັບຄວາມກົດດັນຂອງລະບົບ Coolant | 2.5MPa |
| 14 | ການໄຫຼຂອງລະບົບ Coolant | 237L/ນາທີ, 201L/ນາທີ, 153L/ນາທີ (3ຊຸດ) |
| 15 | ຄວາມກົດດັນລະດັບລະບົບໄຮໂດຼລິກ | 7 MPa |
| 16 | ຄວາມກົດດັນອາກາດ | ≥0.4MPa |
| 17 | ລະບົບຄວບຄຸມ: | Siemens 828D |
| 18 | ການສະຫນອງພະລັງງານ | 380V.50HZ, 3 ໄລຍະ (ປັບແຕ່ງ) |
| 19 | ເຄື່ອງວັດແທກ | L*2400*2100*(L*W*H) |
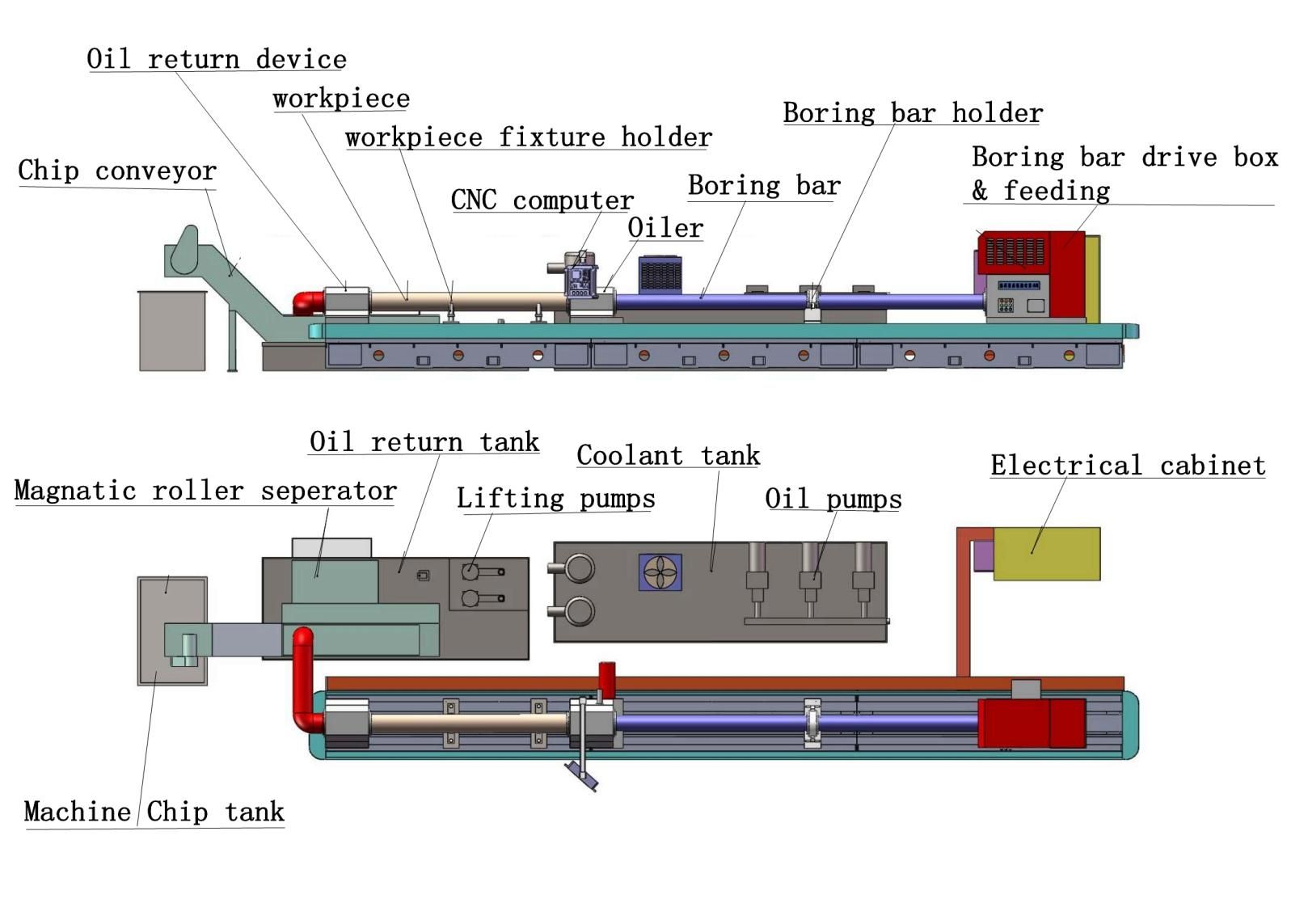
ຊິ້ນສ່ວນເຄື່ອງຈັກທີ່ສໍາຄັນ

1. ຕຽງເຄື່ອງ
ຕຽງນອນຮັບຮອງເອົາໂຄງສ້າງທາງລົດໄຟຄູ່ມືຮາບພຽງສອງເທົ່າ, ແລະຄວາມກວ້າງຂອງລົດໄຟຄູ່ມືແມ່ນ 500 ມມ.ຮ່າງກາຍຂອງຕຽງນອນແມ່ນອົງປະກອບພື້ນຖານຂອງເຄື່ອງມືເຄື່ອງຈັກ, ແລະຄວາມເຂັ້ມງວດຂອງມັນມີຜົນກະທົບໂດຍກົງຕໍ່ການເຮັດວຽກແລະຄວາມຖືກຕ້ອງຂອງການເຮັດວຽກຂອງເຄື່ອງມືເຄື່ອງຈັກທັງຫມົດ.
2. Boring Rod Drive Box
ກ່ອງແຖບເຈາະແມ່ນໂຄງສ້າງການຫລໍ່ແບບປະສົມປະສານແລະຖືກຕິດຕັ້ງຢູ່ໃນຖາດອາຫານ.ທາງເລືອກຂອງຄວາມໄວ rotating ສາມາດຖືກກໍານົດໂດຍປັດໃຈເຊັ່ນ: ອຸປະກອນການ workpiece, ຄວາມແຂງ, ເຄື່ອງມືຕັດແລະສະພາບ chip breaking.ອີງຕາມຄວາມໄວທີ່ແຕກຕ່າງກັນ, ມັນສາມາດຖືກກໍານົດໂດຍຜ່ານການຂຽນໂປຼແກຼມຂອງລະບົບການຄວບຄຸມຕົວເລກ, ແລະລູກປືນ spindle ແມ່ນນໍາເຂົ້າຈາກປະເທດຍີ່ປຸ່ນເຊັ່ນ NSK.ຫນ້າທີ່ຕົ້ນຕໍຂອງກ່ອງແຖບທີ່ຫນ້າເບື່ອແມ່ນການຂັບລົດເຄື່ອງມືທີ່ຈະຫມຸນ



3. Oil Feeder & Oil Collector System
ເຄື່ອງຮັບນ້ໍາມັນຕັ້ງຢູ່ໃນກາງຂອງເຄື່ອງມືເຄື່ອງຈັກ.ຫນ້າທີ່ຕົ້ນຕໍຂອງພາກສ່ວນຮັບນ້ໍາມັນແມ່ນ: 1. ປ້ອນ coolant ເຂົ້າໄປໃນ workpiece ໄດ້.2. ດ້ານຫນ້າຂອງ oiler ໄດ້ຖືກຕິດຕັ້ງດ້ວຍແຂນຄູ່ມືເຄື່ອງມືກ່ຽວກັບແຜ່ນດ້ານເທິງຂອງ workpiece ໄດ້, ເຊິ່ງສາມາດຮັບຮູ້ຄູ່ມືທາງເຂົ້າໃນລະຫວ່າງການປຸງແຕ່ງ scraper.ອຸປະກອນສົ່ງຄືນນ້ໍາມັນແມ່ນຕັ້ງຢູ່ປາຍຊ້າຍຂອງເຄື່ອງມືເຄື່ອງຈັກ, ເຊິ່ງສາມາດເຄື່ອນຍ້າຍແລະຖືກສ້ອມແຊມຕາມທິດທາງ axial ຂອງຕຽງ.ຫນ້າທີ່ຕົ້ນຕໍຂອງອຸປະກອນການສົ່ງຄືນນ້ໍາມັນແມ່ນ: ພາກສ່ວນຕ່ໍາຂອງຮ່າງກາຍສົ່ງຄືນນ້ໍາມັນແມ່ນເຊື່ອມຕໍ່ກັບ rod screw ຮູບ T ຢູ່ໃນກາງຂອງຕຽງນອນ, ແລະການເຄື່ອນໄຫວ axial ຮັບຮູ້ pre-positioning ຂອງ workpiece ໃນລະຫວ່າງການປະມວນຜົນ;ມັນໄດ້ຖືກຕິດຕັ້ງດ້ວຍອຸປະກອນ servo motor jacking (ເນື່ອງຈາກວ່າ jacking ຮັບຮອງເອົາ servo ກ້າວຫນ້າທາງດ້ານທີ່ສຸດ motor jacking ທົດແທນວິທີການ jacking ບົບໄຮໂດຼລິກ, ດັ່ງນັ້ນການປັບຕົວຂອງ jacking force ຢ່າງແທ້ຈິງຮັບຮູ້ການຄວບຄຸມດິຈິຕອນ. ຄວາມຫນາຂອງຝາແລະເສັ້ນຜ່າກາງຂອງ workpiece ແມ່ນແຕກຕ່າງກັນ. , ແລະກໍາລັງ jacking ທີ່ແຕກຕ່າງກັນໄດ້ຖືກຄັດເລືອກເພື່ອປ້ອງກັນການຜິດປົກກະຕິ nozzle ໃນຂອບເຂດທີ່ຍິ່ງໃຫຍ່ທີ່ສຸດ.)
4. ລະບົບອາຫານເຄື່ອງຈັກ
ຄູ່ສະກູບານທີ່ມີຄວາມແມ່ນຍໍາສູງຂອງໄຕ້ຫວັນ Shangyin ຖືກຕິດຕັ້ງຢູ່ເຄິ່ງກາງແລະດ້ານຫລັງຂອງຮ່ອງຂອງຮ່າງກາຍຂອງເຄື່ອງມືເຄື່ອງຈັກ, ແລະມີກ່ອງອາຫານຢູ່ໃນຕອນທ້າຍຂອງ, ຂັບເຄື່ອນດ້ວຍມໍເຕີ AC servo 5.5KW, ເພື່ອຮັບຮູ້ການໃຫ້ອາຫານ. ເຄື່ອງມືໂດຍ pallet ຂອງອາຫານ (ປ່ອງແຖບຫນ້າເບື່ອ).ຄວາມໄວຂອງອາຫານສາມາດປັບໄດ້ຢ່າງບໍ່ຢຸດຢັ້ງ, ແລະເຄື່ອງມືສາມາດຖອດອອກໄດ້ໄວ.ເຄິ່ງທາງຫນ້າຂອງຮ່ອງຂອງຮ່າງກາຍຂອງຕຽງເຄື່ອງໄດ້ຖືກຕິດຕັ້ງດ້ວຍສະກູຮູບ T ແລະກ່ອງອາຫານ, ເຊິ່ງຖືກນໍາໃຊ້ສໍາລັບການໃຫ້ອາຫານອຸປະກອນການກັບຄືນນ້ໍາມັນ, ປັບຕໍາແຫນ່ງ workpiece ແລະ clamping.ລະບົບການໃຫ້ອາຫານທັງຫມົດມີຄວາມໄດ້ປຽບຂອງຄວາມແມ່ນຍໍາສູງ, rigidity ດີ, ການເຄື່ອນໄຫວກ້ຽງ, ແລະການຮັກສາຄວາມແມ່ນຍໍາທີ່ດີ.


5. ລະບົບສະຫນັບສະຫນູນແຖບເຈາະ
ແຂນສະຫນັບສະຫນູນຂອງແຖບເຈາະໄດ້ຖືກສ້ອມແຊມຢູ່ໃນຮ່າງກາຍຂອງວົງເລັບດ້ວຍ screws, ແລະຖືກແທນທີ່ພ້ອມກັບແຖບເຈາະ, ເຊິ່ງສະດວກແລະລວດໄວເພື່ອທົດແທນແຖບເຈາະທີ່ແຕກຕ່າງກັນ.ມັນສ່ວນໃຫຍ່ແມ່ນມີບົດບາດໃນການສະຫນັບສະຫນູນແຖບເຈາະ, ການຄວບຄຸມທິດທາງການເຄື່ອນຍ້າຍຂອງແຖບເຈາະ, ແລະການດູດຊຶມການສັ່ນສະເທືອນຂອງແຖບເຈາະ.ແຂນສະຫນັບສະຫນູນພາຍໃນທີ່ມີຫນ້າທີ່ຫມຸນ
6. Workpiece Fixture ລະບົບສະຫນັບສະຫນູນ
ປະກອບດ້ວຍສອງຊຸດຂອງວົງເລັບ V-shaped ເພື່ອສະຫນັບສະຫນູນ workpiece ໄດ້.ການຍົກສະກູແລະຫມາກແຫ້ງເປືອກແຂງສາມາດປັບໄດ້ຕາມຄວາມຕ້ອງການຕາມເສັ້ນຜ່າສູນກາງ workpiece ທີ່ແຕກຕ່າງກັນ.ມັນສ່ວນໃຫຍ່ແມ່ນມີບົດບາດຂອງ workpiece load-bearing ແລະປັບ, ແລະຕໍາແຫນ່ງຂອງຂຸມເຈາະ.

7. ລະບົບໄຮໂດຼລິກ
ເຄື່ອງມືເຄື່ອງຈັກໄດ້ຖືກຕິດຕັ້ງດ້ວຍລະບົບໄຮໂດຼລິກພິເສດ, ເຊິ່ງຖືກນໍາໃຊ້ເພື່ອຄວບຄຸມການຂະຫຍາຍແລະການຫົດຕົວຂອງເຄື່ອງມືໄຮໂດຼລິກແລະການຫັນປ່ຽນອັດຕະໂນມັດໄຮໂດຼລິກຂອງກ່ອງແຖບເຈາະເພື່ອເຮັດສໍາເລັດລະບົບການຄວບຄຸມຂອງການປະຕິບັດມ້ວນ.ຄວາມກົດດັນທີ່ຖືກຈັດອັນດັບແມ່ນ 7Mpa.ອົງປະກອບຕົ້ນຕໍແມ່ນຜະລິດຕະພັນຊຸດການຄົ້ນຄວ້ານ້ໍາມັນນໍາເຂົ້າ.

8. ລະບົບກອງນໍ້າເຢັນ
ລະບົບກຳຈັດຊິບລະບາຍຄວາມຮ້ອນ ແລະ ການກັ່ນຕອງ: ສ່ວນຫຼາຍແມ່ນຕັ້ງຢູ່ດ້ານຫຼັງຂອງເຄື່ອງຈັກ, ຫຼັງຈາກການກັ່ນຕອງດ້ວຍແຜ່ນຕ່ອງໂສ້ເຄື່ອງຖອດຊິບອັດຕະໂນມັດ (ການກັ່ນຕອງຫຍາບ) → ການກັ່ນຕອງນ້ໍາມັນລະດັບທໍາອິດ→ການກັ່ນຕອງນ້ໍາມັນລະດັບທີສອງແລະການຕອງລະດັບທີສາມຫຼັງຈາກການຕົກຕະກອນແລະ ການກັ່ນຕອງ.
9.ລະບົບໄຟຟ້າ
ມັນປະກອບດ້ວຍກ່ອງຄວບຄຸມຕົ້ນຕໍ, ກ່ອງປະຕິບັດການ, ກ່ອງເຊື່ອມຕໍ່ແລະສາຍເຄເບີ້ນ.ອົງປະກອບໄຟຟ້າຕົ້ນຕໍແມ່ນຍີ່ຫໍ້ Schneider.ສໍາລັບກ່ອງຄວບຄຸມໄຟຟ້າ (ເຄື່ອງປັບອາກາດເຢັນ).ພາກສ່ວນສາຍໄຟຕົ້ນຕໍຮັບຮອງເອົາໂຄງສ້າງ plug ການບິນ.ສາຍເຄເບີ້ນຮັບຮອງເອົາມາດຕະຖານແຫ່ງຊາດ, ແລະສາຍໄຟໃນປະຈຸບັນທີ່ອ່ອນແອແມ່ນໃຊ້ສາຍເຄເບີນທີ່ມີການປ້ອງກັນ.ສາຍໄຟໄດ້ຖືກຈັດລຽງຕາມຄວາມເຂັ້ມງວດຂອງການແຍກໄຟຟ້າທີ່ເຂັ້ມແຂງແລະອ່ອນແອ.

| NO | ລາຍການ | ຍີ່ຫໍ້ | NO | ລາຍການ | ຍີ່ຫໍ້ |
| 1 | ຮ່າງກາຍໂລຫະເຄື່ອງ | ເຮດດ້ວຍຕົນເອງ | 2 | ປ່ອງຂັບແຖບເບື່ອ | ເຮດດ້ວຍຕົນເອງ |
| 3 | ກະດານສະຫນັບສະຫນູນ | ເຮດດ້ວຍຕົນເອງ | 4 | Spindle bearing | ຍີ່ປຸ່ນ NSK |
| 5 | ຫມີສວນ່ອື່ນໆ | ຍີ່ຫໍ້ທີ່ດີ | 6 | ບານສະກູ | ຍີ່ຫໍ້ໄຕ້ຫວັນ |
| 7 | ອົງປະກອບໄຟຟ້າຕົ້ນຕໍ | schneider ຫຼື siemens | 8 | ມໍເຕີ spindle | ຍີ່ຫໍ້ຈີນ |
| 9 | Feed servo motor | Siemens | 10 | Feed servo driver | Siemens |
| 11 | ລະບົບ CNC | Siemens | 12 | ອົງປະກອບນິວເມຕິກ | SMC ຍີ່ປຸ່ນ |
10.CNC ລະບົບການຄວບຄຸມ
ເຄື່ອງມືເຄື່ອງຈັກໄດ້ຖືກຕິດຕັ້ງດ້ວຍລະບົບ SIMENS828D CNC, ແລະຄວາມດັນຂອງເຄື່ອງເຮັດຄວາມເຢັນແມ່ນສະແດງໂດຍເຄື່ອງມື.ມໍເຕີອາຫານແມ່ນມໍເຕີ servo, ແລະມໍເຕີປ່ອງປ່ອງທີ່ຫນ້າເບື່ອຖືກນໍາເຂົ້າ.ອາຫານຄູ່ມື, ຫນ້າທີ່ການວິນິດໄສຕົນເອງ.ການສະແດງສະຖານະ, ຫນ້າທີ່ຕ່າງໆເຊັ່ນ: ການສະແດງຕໍາແຫນ່ງໃນປະຈຸບັນ, ການສະແດງໂປຼແກຼມ, ການສະແດງການຕັ້ງຄ່າພາລາມິເຕີ, ການສະແດງການແຈ້ງເຕືອນ, ການປ່ຽນຈໍສະແດງຜົນຫຼາຍພາສາ, ແລະອື່ນໆ.





